 |
 |
|
11・裏土の上に中子砂を盛り詰める。
|
12・玉土、筋金、粗土を反対の型と同じように付ける。
|
 |
 |
| 13・素灰を貼って水分を取。型を焼いて乾燥させる。 |
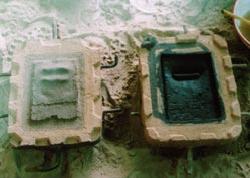
14・上型・下型を開き、中子の修正。
|
 |
 |
| 15・外型に湯道、堰、湯口を堀る。墨を紙土部分、中子砂部分、湯道、堰、湯口部分に塗る。型焼成のための色味を掘る。 |
16・上型・下型を合わせる。上下型の筋金を針金でしばり、型同士を密着させる。
|
 |

鋳型完成後、約700度〜800度で鋳型を焼成し、300度〜400度まで冷ましたところで注湯する。
金属が冷えて固まったら鋳型を壊して鋳物を取り出す。 |
| 17・粗土で湯口を整え、上下型同士の接合線の周りを目止めするように土を貼り付ける。これで鋳型の完成。 |
 |
仕上げ・着色して完成。
「 HEY!! 」
ブロンズ 2001年 |

